-

-
佛山市賽賓格鑄造技術有限公司
從事金屬模涂料、金屬型涂料、鑄造材料研制、開發、生產、銷售的民營企業
-
全國服務咨詢熱線:
13288384188
從事金屬模涂料、金屬型涂料、鑄造材料研制、開發、生產、銷售的民營企業
13288384188


產品描述
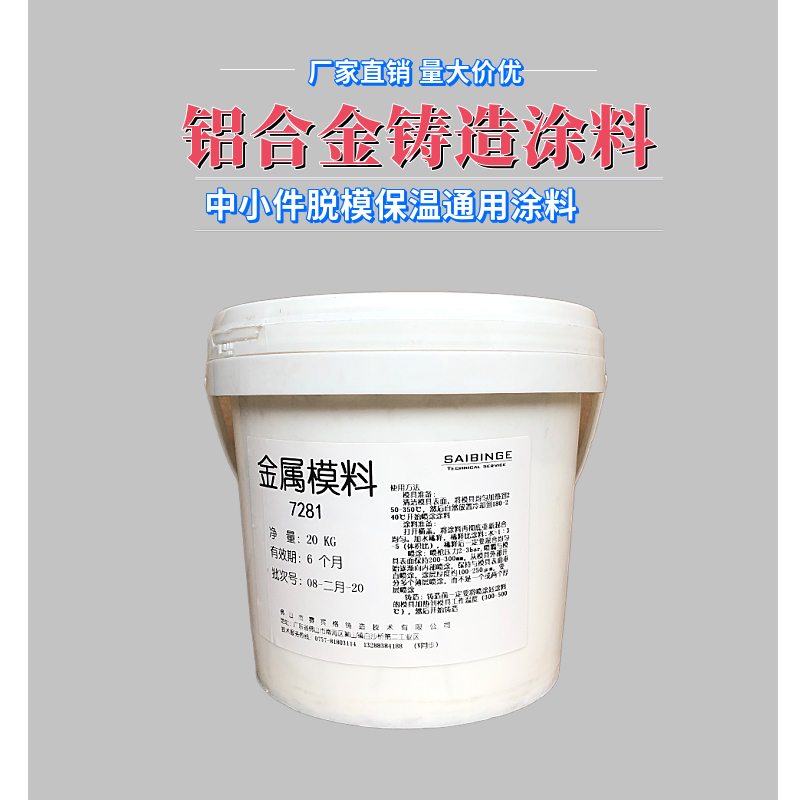
型號規格 功能特點 適用范圍 顏色 使用方法 395 粒度細,良好的絕熱性,既可用于型腔表面,又能用于澆、冒口部位降低該部位金屬液的冷卻速度,以達到良好的補縮作用。附著力強,懸浮性好,稀釋后沉降很慢 鋁合金重力、低壓鑄造的通用性涂料 黃色 "模具準備: 清潔模具表面,將模具均勻加熱到250-350℃,然后自然放 置冷卻到180-240℃開始噴涂涂料 ? 涂料準備: 打開桶蓋,將涂料再重新混合均勻。加水稀釋,稀釋比涂 料/ 水=1︰3~5(體積比),稀釋后一定要混合均勻 ? 噴涂:噴槍壓力2~3bar,噴嘴與模具表面保持200~300mm, 從模具外部開始逐漸向內部噴涂,保持與模具表面垂直噴涂, 涂層厚度約20-50μm,要分多個薄層噴涂,而不是一個或兩個 厚層噴涂 ? 鑄造:鑄造定要將噴涂好涂料的模具加熱到模具工作溫度 (400~500℃),然后開始鑄造 " 7069 適用于薄壁、殼體類有大平面的鋁合金鑄件及供料口部位(如:澆口、冒口等)產品優點粒度較粗,絕熱性強,附著力強 鋁合金重力、低壓鑄造涂料。 灰色 7073 結構復雜的鋅和鋁的重力鑄造及鋁合金的擠壓鑄造,也適用于黃銅、青銅的重力鑄造 黃銅、青銅的重力鑄造 黑色 7079 為特細的絕熱性涂料,能產生非常光滑的鑄件表面,適用天中厚斷面鑄件和殼體鑄件,尤其適用于鑄造非加工面的模具表面產品優點附著力強,懸浮性好不板結,有良好的觸變性,不黃變。 鋁合金重力、低壓鑄造涂料。 白色 7281 適用于結構復雜的鑄件,產品優點粒度中等,良好的絕熱性,既可用于型腔表面,又能用于澆、冒口部位降低該部位金屬液的冷卻速度,以達到良好的補縮作用。附著力強,懸浮性好,稀釋后沉降很慢 鋁合金重力、低壓鑄造涂料。 白色 7160 用于與鋁液直接接觸并要求保溫性好的耐火材料表面(如:澆包、澆勺、熱處理爐、流道、分流盤等內襯以及重力鑄造的澆、冒口等)以減少熔融金屬溫度下降。 澆冒口,流槽流道保溫 白色 "先將泥刀蘸水以免沾粘耐火泥,將耐火泥涂在金屬或耐火材料表面,達到要求厚度后將表面抹平滑。放置干燥,若厚度為10mm,則干燥0.5~1 小時,若厚度為30mm,則干燥時間需過3 小時。也可烘烤干燥,則干燥時間將會相對縮短。 " "水性被覆劑 (紅泥)" 用于與鋁液直接接觸材料,不粘鋁 澆包、澆勺 紅色 將涂料再重新混合均勻。加水稀釋,將工具加熱到50度左右,刷涂,將工具置于爐面烘干使用
您是第471742位訪客
版權所有 ©2024 八方資源網 粵ICP備10089450號-8
佛山市賽賓格鑄造技術有限公司 保留所有權利.
手機網站

微信號碼
地址:廣東省 佛山市 南海區 獅山鎮 白沙橋工業區
聯系人:陳生先生(經理)
微信帳號:





